XXІІ Міжнародна науково-технічна конференція «Важке машинобудування. Проблеми та перспективи роз...
Понеділок, 06 травня 2024Ученість — солодкий плід гіркого коріння.
Доклади серця свого до навчання і вуха свої до розумних слів
Вчись не для того, щоб знати більше, а для того, щоб знати краще.
Важлива не кількість знань, а якість їх.
Є тільки одне благо - знання й тільки одне зло - неуцтво.
Єдиний шлях, що веде до знання, - це діяльність.
Бич людини - це уявлюване знання.
Знання - сила.
Знання - знаряддя, а не ціль.
Запам'ятовувати вміє той, хто вміє бути уважним.
XXІІ Міжнародна науково-технічна конференція «Важке машинобудування. Проблеми та перспективи роз...
Понеділок, 06 травня 2024
Оприлюднено щорічний рейтинг українських вишів за показниками даних наукометричної бази Scopus. ...
П'ятниця, 03 травня 2024
Саме ця тема піднімалася на засіданні політологічного клубу ДДМА, яке відбулося 2 травня. Тема у...
Четвер, 02 травня 2024
Чемпіонат України U-20 з греко-римської боротьби проходив у м. Тячів 25–26 квітня. У змага...
Середа, 01 травня 2024
Шановні здобувачі освіти, викладачі, співробітники! Запрошуємо вас доєднатись до інтерактивного ...
Середа, 01 травня 2024Обработка металлов давлением.
Прессовое оборудование с использованием сверх экономных способов создания рабочей нагрузки.
Кузнечно – прессовое машиностроение.
Пресс гидравлический с использованием гравитационной силы в качестве рабочей нагрузки обеспечивает возможность использования в качестве нагрузочного любое доступное средство (здание, сооружение, бетонный блок и др.), которое имеет необходимую для осуществления технологического процесса массу и позволяет разместить и использовать установку в любом месте, где возникает необходимость в обработке материала давлением. Например, для создания такого пресса номинальным усилием Р=2000 МН необходимо использовать груз массой М, который выполнен, допустим, в виде бетонного куба с равными сторонами. Плотность бетона составляет q=. Тогда этот куб будет иметь объем . Таким образом, габариты куба такого объема составляют м3. Это вполне возможно для технического исполнения. НКМЗ в 1980-1985 годах разработал и поставил заказчику пресс усилием 500МН с одним рабочим цилиндром. На прессе усилием 2000МН таких цилиндров может быть четыре. Нет также и технических проблем и в повышении усилия таких прессов.
Значительное упрощение конструкции, снижение энергетических и экономических затрат, которые связаны с эксплуатацией пресса и осуществлением технологического процесса.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия Кафедра “Машины и технология обработки металлов давлением” 84313, г. Краматорск, ул. Академическая, 72 тел. (0626) 41-81-22, 41-87-49 Авторы: д.т.н., профессор Роганов Л.Л., к.т.н. Роганов М.Л., аспирант Корчак Е.С.
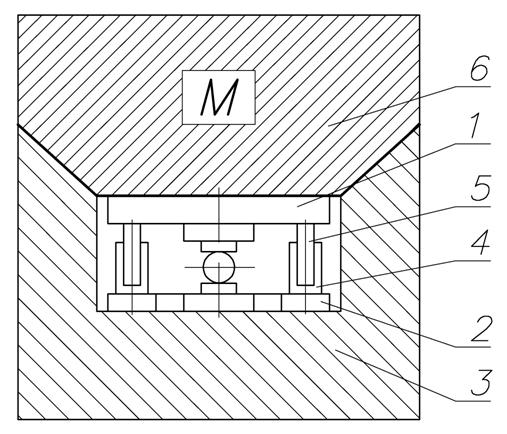
Рис.1 Пресс гидравлический с использованием гравитационной силы в качестве рабочей нагрузки
Metal forming.
Press equipment with the use of ultrasaving methods of workload creation.
Forging engineering.
Hydraulic press with the use of gravity force as a workload provides a possibility of any available mean (building, concrete block etc.) being used as loading which possesses necessary weight for realization of technological process and allows to place and use the unit in any place, where there is a need for metal forming. For example, for creation of such a press of nominal effort P=2000 MN it is necessary to use a load by weight of M, which is made, supposinly, as a concrete cube with equal sides. Concrete density is q=. Thus this cube will have the volume . Thus the outer dimentions of the cube of such volume make м3. It is quite possibly for technical execution. There is also no technical problem concerning the load increase of such presses.
Considerable constructional simplification, reduction of power and economic expenses related to the press exploitation.
All the documentation and calculation methods are available
Development of machines for specific processes, providing of technical assistance in introduction and exploitation.
Donbass State Engineering Academy The department of metalforming machines and technology 84313, Kramatorsk, Shkadinova street, 72 Tel. (0626) 41-81-22, 41-87-49 Designers: doctor of technical sciences, professor L.L.Roganov, candidate of technical sciences M.L.Roganov, graduate student E.S.Korchak
Самозащитная прессованная порошковая проволока предназначена дл сварки толстолистовой меди.
Предприятия, изготавливающие конструкции из толстолистовой меди, например, кристаллизаторы ЭШП, кислородные фурмы и т.п.
Проволока изготавливается методом прессования металлической крупки, полученной путем дробления самозащитной порошковой проволоки, предварительно изготовленной волочением.
Использование разработанной порошковой проволоки позволит: а) обеспечить равномерность ее плавления по сечению, что проявляется в однородности структуры и химического состава металла шва; б) повысить механические свойства металла шва, его чистоту и снизить содержание газов в нем; в) повысить срок эксплуатации сварных изделий, а, следовательно, увеличить количество выпускаемой продукции.
Разработана технология изготовления прессованной порошковой проволоки и оборудования для получения металлической крупки из порошковой проволоки и сплошного сечения. Промышленное производство такой проволоки возможно на предприятиях, имеющих прессовое оборудование.
Разработка технологии и оснастки для изготовления проволоки на конкретном производстве. Оказание технической помощи при внедрении процесса сварки.
Донбасская государственная машиностроительная академия
Кафедра сварочного производства
84300. г.Краматорск, ул.Академическая.72.
тел. (0626) 41-47-78
авторы: Карпенко В.М., к.т.н, проф.; Гринь А.Г. к.т.н, доцент
Self-protective wire is intended for welding of thick sheet copper.
Enterprises, producing constructions of thick sheet copper, e.g. CESM crucibles, oxygen tuyeres etc.
The wire is made by the method of metallic grit pressing, obtained by crushing self-protective wire, preliminarily produced by drawing.
The use of the wire allows:
a) providing uniformity of wire section melting, which appears in homogeneity of structure and chemical composition of seam metal;
b) increasing mechanical properties of seam metal and its purity; reducing gas concentration;
c) increasing the term of weldments’ exploitation, and, consequently, increasing the quantity of manufactured products.
Technology of production of self-protective wire and equipment for manufacturing of metallic grit from drawn wire is developed. Industrial production of such wire is possible at enterprises, possessing press plants
Development of technology and rigging for wire production at a specific enterprise. Providing technical consulting while welding process introduction.
Donbass State Engineering Academy
Welding department
84300, Kramatorsk, Shkadinova street, 72.
Tel. (0626) 41-47-78
Designers: Karpenko V.M., candidate of technical sciences, professor; Grin A.G., candidate of technical sciences, associate professor.
Исследован механизм генерации электромагнитного излучения в полупроводниковых гетероструктурах Si/SiGe и Si. На основе полученных представлений о природе возникновения дальнего инфракрасного (ДИК) излучения предложен возможный вариант реализации лазерного источника излучения.
Биофизика, биохимия, фундаментальная медицина, твердотельная электроника, инфракрасная спектроскопия, оптоволоконная и лазерно-оптическая связь.
По причине наличия внутреннего напряжения в гетероструктурах происходит расщепление как валентных подзон, так и уровней мелко акцепторной примеси. Приложение внешнего электрического поля позволяет создать инверсную заселенность, которая служит причиной возникновения лазерной генерации.
Проведены экспериментальные исследования и теоретические расчеты.
Уменьшение габаритных размеров лазера, возможность получения активного элемента в промышленных условиях.
Донбасская государственная машиностроительная академия.
84313, г. Краматорск, ул. Академическая, 72, ДГМА, кафедра физики.
Тел. (806264) 41-66-81.
Тулупенко В.Н., д.ф.-м.н., профессор, зав. кафедрой физики.
Абрамов А.А., ст. научный сотрудник.
Белых В.Г., ст. научный сотрудник.
The mechanism of electromagnetic generation of radiation is investigated in the semiconductor heterostructures Si/SiGe and Si. On the basis of the conceptions of the nature of the origin of far infrared radiation possible variant of realization of laser emission sourse is offered.
Biophysics, biochemistry, fundamental medicine, solid-state electronics, infrared spectroscopy, fiber-optic and laser-optical connection.
Because of the presence of internal tension in heterostructures splitting of both the valency subareas and the levels of acceptor impurity occur. Application of external electric field allows to create inverse population which serves as the reason of initiation of laser generation.
Experimental research and theoretical calculations are conducted.
Diminishing of overall laser dimention, possibility of industrial active element obtaining.
Donbass State Engineering Academy.
84313, Kramatorsk, Shkadinova street, 72, DSEA, department of physics.
Tel. (806264) 66-81.
Tulupenko V.N., doctor of physics and mathematics, professor, head of the physics department.
Abramov A.A., senior scientific associate.
Belykh V.G., senior scientific associate.
Предназначены для получения точных поковок в холодном и горячем состоянии методом многопозиционной штамповки.
Операции чеканки, точной холодной и горячей многопозиционной штамповки.
Предприятия чёрной и цветной металлургии, авиапрома, машиностроения.
Пресс характеризуется меньшими размерами по высоте (на 15%) и меньшей массой конструкции (на 20%). Соотношение усилия на ползуне к усилию на клине изменяется в процессе штамповки аналогично технологическому графику штамповки, что позволяет снизить мощность привода клина. Это обеспечивается за счёт выполнения одной поверхности клина криволинейной установкой шарнира между клином и ползуном. Указанные новые технические решения позволили сохранить преимущества существующих клиновых прессов зарубежных фирм («Lasco», «Eumuco») и получить следующие преимущества:
1. Повышенную жесткость машины, что увеличивает точность получаемых заготовок
2. Увеличенный допускаемый эксцентриситет нагружения ползуна, что обеспечивает возможность многопозиционной штамповки.
Одним из вариантов является клиновый пресс с приводом от высокоскоростного цилиндра. Это позволяет получить на ползуне скорость в момент касания заготовки порядка 2…6 м/с. В связи с этим снижается износ штампового инструмента, улучшается заполнение формы штампа металлом. В других вариантах привод клина выполняется кривошипным или винтовым, что расширяет области применения такого оборудования. Имеется «ноу – хау» на технологию штамповки.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия
Кафедра “Машины и технология обработки металлов давлением”
84313, г. Краматорск, ул. Академическая, 72
тел. (0626) 41-81-22, 41-87-49
Руководитель работы: д.т.н., профессор Роганов Л.Л.
The units are intended for obtaining accurate forgings in cold and hot state by the multiposition stamping method.
Coinage operations, accurate cold and hot multiposition stamping.
Enterprises of ferrous and non-ferrous metallurgy, aircraft building and machine-building industries.
The press is characterized by less size in height (up to 15%) and less dead load (up to 20%). Correlation of the effort on a slide-block to the effort on a wedge changes in the process of stamping according to the technological chart of stamping, which allows to reduce the power of wedge drive. This is provided by means of implementation of one wedge surface as curvilinear setting of hinge between the wedge and slide-block. The indicated new technical solutions allowed to retain advantages of existent wedge presses of foreign firms («Lasco», «Eumuco») and to get the followings advantages: Reinforced unit rigidity, which increases work part accuracy. Scaled-up permissible eccentricity of slide-block loading, that provides possibility of multiposition stamping.
One of the options is a wedgebar press with a high-speed cylinder drive. It allows obtaining the slide-block velosity in the moment of work part touch about 2-6 mps. The runout of stamping instrument reduces in this connection, the filling of stamping tool by metal becomes better. In other options the wedgebar drive is executed as crank-type or screwed, which extends application domains of such equipment. Also we possess the «know-how» of stamping technology.
All the documentation and calculation methods are available.
Development of machines for specific processes, providing technical assistance in introduction and exploitation.
Donbass State Engineering Academy
The department of metalforming machines and technology
84313, Kramatorsk, Shkadinova street, 72
Tel. (0626) 41-81-22, 41-87-49
Supervisor: doctor of technical sciences, professor L.L.Roganov
Уплотнение крупных литейных форм.
Одной из трудоёмких и маломеханизированных операций в тяжелом машиностроении является уплотнение крупных литейных форм. При кессонной формовке применяются ручные пескомёты. При формовке в опоки используются вибрационные столы грузоподъёмностью до 40 т, а также пневмоимпульсные машины. Основными недостатками этих машин является большая доля ручного труда, невысокая производительность и качество уплотнения смеси, ограниченность размеров формируемых опок.
Предприятия чёрной и цветной металлургии, авиапрома, машиностроения.
· Рабочее давление, МПа 32
· Развиваемая энергия, кДж 510
· Размеры опоки максимальные, м2 25
· Масса снаряженной опоки, т 100
· Максимальное давление на смесь, МПа 1
· Масса машины, т 150
Разработана схема и отработан на макетах техпроцесс инерционной формовки литейных форм из песчано – глинистых смесей на опоках с размерами 2х2 м и более. Принцип новой технологии заключается в том, что используя гидроимпульсный привод, опока с моделью, формовочной смесью и грузом на смеси перемещается с большим начальным ускорением (до 3000 м/с2). При этом уплотнение выполняется инерционными силами земли и груза. Предварительная подпрессовка проводится пневмоцилиндра
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации
Донбасская государственная машиностроительная академия
Кафедра “Машины и технология обработки металлов давлением”
84313, г. Краматорск, ул. Академическая, 72
тел. (0626) 41-81-22, 41-87-49
Руководитель работы: д.т.н., профессор Роганов Л.Л.

Рис.1 Машина для формовки песчано – глинистых форм
Squeezing of large casting molds.
One of the most labour intensive and not enough mechanized operations in heavy engineering is squeezing of large casting molds. In pneumatic moulding hand slinger molding machine is used. In flask moulding jarring tables and pneumoimpulsive devices are used by load rating up to 40t. Central failure of these devices is a large fraction of hand labour, low productivity and quality of mixture squeezing, size limitation of casting boxes.
Enterprises of ferrous and non-ferrous metallurgy, aircraft building and machine-building industries.
Operating pressure, MegaPascal 32 Power developed, kilojoule 510 Casting box dimentions, top, m2 25 Casting box tackled weight, t 100 Mixture top pressure, MegaPascal 1 Unit weight, t 150
There is a developed technology and perfected on the models technical process of accelerative moulding of sandy-argillaceous casting boxes on foundry flasks with sizes 2х2m and more. The principle of the new technology consists in employing hydroimpulsive drive which moves foundry flask with a model, moulding mixture and load with large initial acceleration (up to 3000 mps2). Thus compression is executed by accelerative forces of earth and load. Preliminary subpressing is done by pneumatic actuator.
All the documentation and calculation methods are available
Development of machines for specific processes, providing technical assistance in introduction and exploitation.
Donbass State Engineering Academy The department of metalforming machines and technology 84313, Kramatorsk, Shkadinova street, 72 Tel. (0626) 41-81-22, 41-87-49 Supervisor: doctor of technical sciences, professor L.L.Roganov
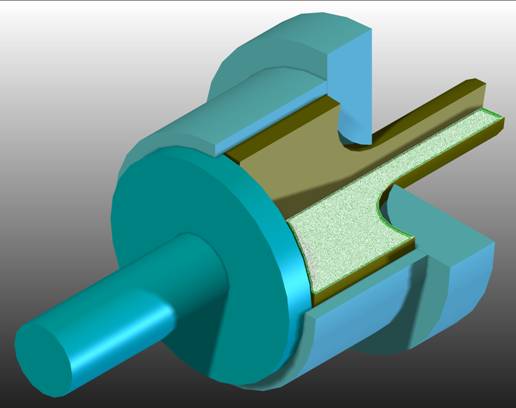
Для регулирования расхода и перекрытия потока рабочей среды (жидкости или газа).
Может найти применение в трубопроводной арматуре и гидроаппаратуре гидропневмосистем и гидропневмоприводов.
Различные отрасли машиностроения и народного хозяйства.
Запорно-регулирующее устройство с упругой пластичной вставкой состоит из корпуса с входным и выходным для рабочей среды каналами. В корпусе выполнена продольная полость с расширениями в области этих каналов. Внутри корпуса установлена вставка в виде цилиндра из упругого пластичного материала (резины или полиуретана), опирающаяся торцовыми поверхностями на крышку и поршень. Во избежание внутренних утечек в поршне предусмотрено уплотнение. В крышке выполнен канал для подвода запорного давления. Крышки стягиваются с корпусом шпильками. Над поршнем расположена запорная полость. Для предотвращения перемещения вставки в осевом направлении при сбросе давления из запорной полости поршень упирается в торец крышки.
Использование в качестве запорно-регулирующей детали вставки из упругого пластичного материала позволяет значительно упростить конструкцию устройства, повысить его надежность и долговечность за счет снижения кавитационного износа элементов устройства по запорным поверхностям и, как результат, пониженные внутренние утечки. Количественные значения диапазона и точности регулирования гидравлического сопротивления устройства, а также эффекта изменения характера течения рабочей среды зависят от конкретного исполнения устройства и могут быть определены опытным путем.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия Кафедра “Машины и технология обработки металлов давлением” 84313, г. Краматорск, ул. Академическая, 72 тел. (0626) 41-81-22, 41-87-49 Авторы: д.т.н., профессор Роганов Л.Л., к.т.н. Роганов М.Л., аспирант Корчак Е.С.
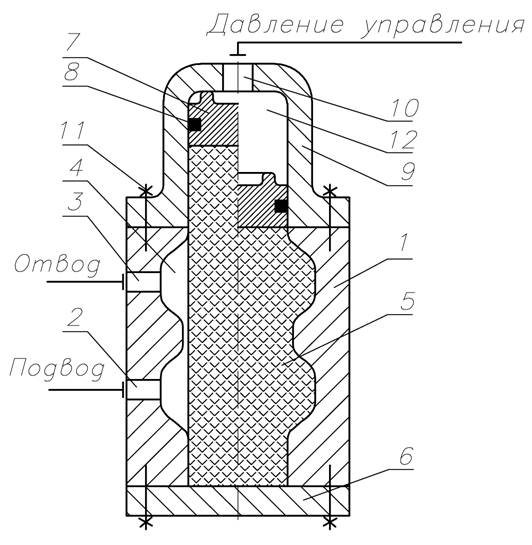
Рис.1 Запорно-регулирующее устройство с упругой пластичной вставкой
Designed for flow-rate control and shutoff of fluid/gas stream.
In pipeline armature and in hydraulics of hydraulic and pneumatic systems, hydraulic and pneumatic actuators.
Different branches of machine-building and national economy.
Locking and controlling device with a resilient plastic insertion consists of a casing with an inlet and outlet for fluid/gas. The casing is executed with longitudinal cavity area with expansions in these ductings. An insertion is embeded into the casing set as a cylinder of resilient plastic material (rubber or polyurethane), based by butt-end surfaces on cover and piston. A sealing in the piston is foreseen in order to avoid internal losses. A channel for admission of plug-forming pressure is executed in the cover. Covers are tightened with the casing by locking pins. Plug-forming piston is located above the cavity. For prevention of the insertion relocation in axial direction at depressurization from from the plug-forming cavity the piston abuts against the cover butt end.
The use of an insertion of resilient plastic material as a plug-forming-regulative part allows to considerably simplify the construction of the device, to raise its reliability and durability due to the reduction of cavitation damage of the elements on plug-formings surfaces and, as a result, reduced internal losses. Quantitative range and accuracy values of hydraulic resistance, and also of the effect of changing character of fluid/gas flow depends on specific device execution and can be defined experimentally.
All the documentation and calculation methods are available
Development of machines for specific processes, providing technical assistance in introduction and exploitation.
Donbass State Engineering Academy The department of metalforming machines and technology 84313, Kramatorsk, Shkadinova street, 72 Tel. (0626) 41-81-22, 41-87-49 Designers: doctor of technical sciences, professor L.L.Roganov, candidate of technical sciences M.L.Roganov, graduate student E.S.Korchak
Обработка металлов давлением.
Может найти применение при создании гидравлических приводов ковочных и штамповочных прессов.
Кузнечно – прессовое машиностроение.
Гидропневматический привод пресса от центробежного насоса, в котором поршневая пневматическая полость пневмогидравлического мультипликатора соединена через распределитель с гидропневматическим ресивером. Причем, пневматическая полсть ресивера соединена с цеховой магистралью подачи воздуха (давление 0,3…0,5 МПа), а гидравлическая – с центробежным насосом низкого давления (~1МПа), который создает в ресивере давление воздуха больше, чем то давление, что подводится из цеховой магистрали, порядка до 1МПа. За счет этого повышается номинальное усилие пресса и общий к.п.д. всей прессовой установки благодаря независимости ее работы от давления воздуха или пара в цеховой магистрали. По этой разработке выполнен проект, в котором был модернизирован привод гидравлического ковочного пресса усилием 25МН, находящийся в КПЦ-2 НКМЗ. Проект показал, что данную разработку можно идеально приспособить к уже существующему приводу пресса как альтернативу НАС.
Повышение номинального усилия пресса и общего к.п.д. всей прессовой установки благодаря независимости ее работы от давления воздуха или пара в цеховой магистрали.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия Кафедра “Машины и технология обработки металлов давлением” 84313, г. Краматорск, ул. Академическая, 72 тел. (0626) 41-81-22, 41-87-49 Авторы: д.т.н., профессор Роганов Л.Л., к.т.н. Роганов М.Л., аспирант Корчак Е.С.
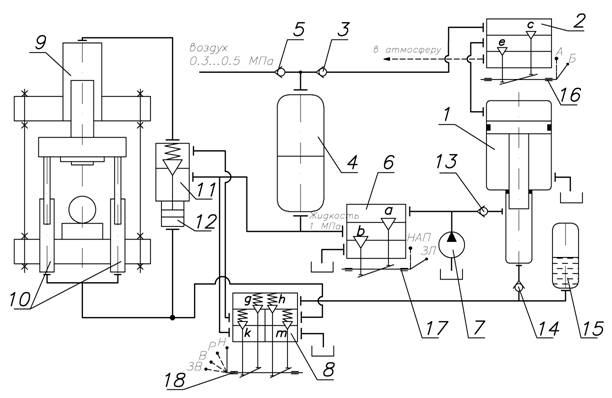
Рис.1 Гидропневматический привод ковочного пресса от центробежного насоса
Metal forming.
Application can be found in construction of hydraulic drives of forging and stamping presses.
Forging and pressing mechanical engineering.
There is a hydro pneumatic drive of a press from the centrifugal pump in which the piston pneumatic cavity of the pneumohydraulic multiplying gear is connected through the dispenser to a hydro pneumatic receiver. Pneumatic cavity of a receiver is connected to the main shop air delivery (pressure 0,3…0,5МPа), and the hydraulic one – with the centrifugal pump of low pressure (~1МPа) which creates air pressure in the receiver more than the pressure that is supplied by the main shop air delivery, in order up to 1МPа. At the expense of this the press capacity and general efficiency of all the press installations raises thanks to the independence of its work from air pressure from the main shop air delivery. This development was implemented into the project in which the forging hydraulic drive with load force 25МN has been modernised. The project has shown that the development can be adapted ideally for already existing press drive.
Increase of nominal and general press effort of all press installations thanks to independence of its work from the air pressure of the main shop air delivery.
All documentation and calculation techniques are available.
Designing of machines for specific processes, rendering technical assistance while implementation and maintenance.
The Donbass State Engineering Academy Department “Machines and technology of metals processing by pressure” 84313, Kramatorsk, Shkadinova street, 72 Tel. +38(0626)418122, 418749 Authors: Dr.Sci.Tech, prof. Roganov L.L., Ph.D. Roganov M.L, Post-graduate student Korchak E.S.
Обработка металлов давлением.
Может найти применение при создании гидравлических приводов ковочных и штамповочных прессов.
Кузнечно – прессовое машиностроение.
Гидравлический пресс с возвратом упругой энергии в систему питания, в котором путем использования установки для разгрузки гидропресса в виде клиношарнирного механизма осуществляется возврат в систему питания упругой энергии рабочей жидкости и деформации металлоконструкции прессовой установки в каждом рабочем цикле нагружения. На ковочном прессе усилием 100МН (КПЦ-2, НКМЗ) энергия упругой деформации за каждый ход может достигать значения 5МДж, самый крупный молот – 1,5МДж.
Повышение общего к.п.д. прессовой установки, ее надежности и долговечности.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия Кафедра “Машины и технология обработки металлов давлением” 84313, г. Краматорск, ул. Академическая, 72 тел. (0626) 41-81-22, 41-87-49 Авторы: д.т.н., профессор Роганов Л.Л., к.т.н. Роганов М.Л., аспирант Корчак Е.С.
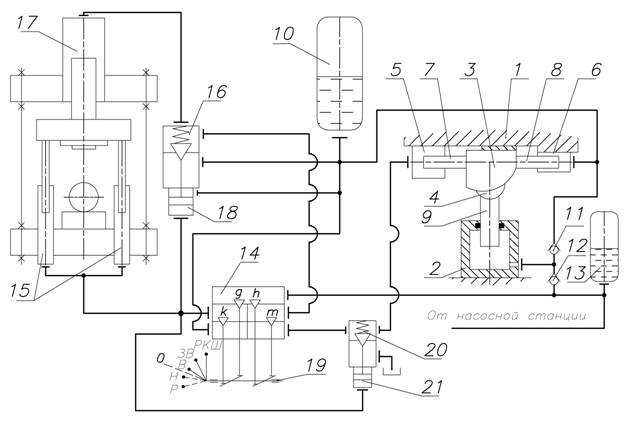
Рис.1 Гидравлический пресс с возвратом упругой энергии в систему питания
Metal forming.
Can find application in construction of hydraulic drives for forgings and stamping presses.
Forging engineering.
Hydraulic press with the recovery of resilient energy in the feed system employs the installation for hydraulic press unloading as a swivel wedgebar mechanism, which fulfils recovery of working fluid in the feed system of resilient energy and deformation of metal construction of the press installation in every stress cycle. A forging press with 100МN load generates energy of resilient deformation for every motion of 5 megajoule per stroke, the largest hammer – 1.5 megajoule.
Increase of the press installation general performance index, its reliability and durability.
All the documentation and calculation methods are available
Development of machines for specific processes, providing of technical assistance in introduction and exploitation.
Donbass State Engineering Academy The department of metalforming machines and technology 84313, Kramatorsk, Shkadinova street, 72 Tel. (0626) 41-81-22, 41-87-49 Designers: doctor of technical sciences, professor L.L.Roganov, candidate of technical sciences M.L.Roganov, graduate student E.S.Korchak
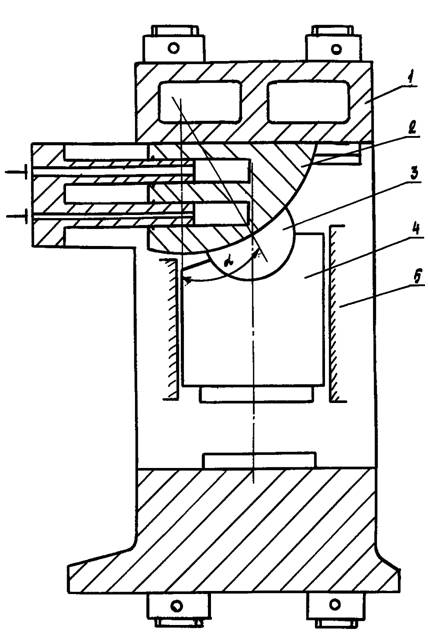
Предназначен для сейсмической разведки в полевых условиях.
Выполнены расчёты параметров установок с энергией удара 100–200кДж (10–20 т.м).
Может с успехом конкурировать с взрывными работами и копрами с падающими грузами.
Разработана схема генератора сейсмических колебаний с гидроимпульсным приводом. Импульсный цилиндр с плунжером и бабой закреплён на рычагах, поворачиваемых гидроцилиндрами. Вся установка монтируется на транспортном средстве (автомобиль, вездеход), в котором расположена гидростанция привода цилиндров и аппаратура сейсморазведки.
Конструкция по сравнению с аналогами отличается компактностью, безопасностью, удобством в работе.
Имеется вся документация и расчетные методики
Разработка машин для конкретных процессов, оказание технической помощи при внедрении и эксплуатации.
Донбасская государственная машиностроительная академия Кафедра “Машины и технология обработки металлов давлением” 84313, г. Краматорск, ул. Академическая, 72 тел. (0626) 41-81-22, 41-87-49 Автор: д.т.н., профессор Роганов Л.Л.
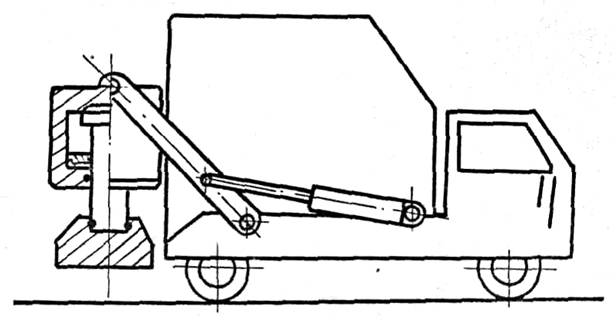
Рис.1 Схема генератора сейсмических волн
Intended for field operation seismic survey.
Calculations of the parameters of units are executed with blow energy of 100-200 kilojoule (10-20 t/m).
Can successfully compete with explosive works and copras with falling loads.
The chart of generator of seismic vibrations with hydroimpulsive drive is developed. Impulsive cylinder with hydraulic ram and a drop is fastened on levers, turned by hydrocylinders. The unit is assembled on a transport vehicle (car, cross-country vehicle) which incorporates hydraulic power unit of cylinders drive and apparatus of seismic prospecting.
The construction as compared to analogues differs in compactness, safety, usability.
All the documentation and calculation methods are available
Development of machines for specific processes, providing technical assistance in introduction and exploitation.
Donbass State Engineering Academy The department of metalforming machines and technology 84313, Kramatorsk, Shkadinova street, 72 Tel. (0626) 41-81-22, 41-87-49 Author: doctor of technical sciences, professor L.L.Roganov
- затраты электроэнергии на осуществление техпроцесса ниже более чем в 10 раз
- экономия времени на проведение обработки больше чем в 20 раз
- возможность снятия остаточных напряжений в конструкциях, размеры которых превышают размеры термической печи
- возможность обработки конструкций изготовленных из разнородных материалов, имеющих разные физические свойства
- компактность размеров и мобильность самой установки
- Expenses of the electric power for realization of technological process are lower more than in 10times
- The economy of time for realization of processing is more than in 20 times
- An opportunity of removal of residual stress in designs which sizes exceed the sizes of the thermal furnace
- An opportunity of processing of designs made of the diverse materials having different physical properties
- Compactness of the sizes and mobility of the installation
- изготовление, поставка и послегарантийное обслуживание виброкомплексов серии ВК
- разработку технологии и выбор наиболее рациональных режимов вибрационной обработки
- обучение техперсонала обслуживанию виброкомплексов и работе на них
- Manufacturing, delivery and service after a guarantee of vibrators of series VK
- Development of technology and a choice of the most rational modes of vibrating processing
- Training the personnel to service of vibrators and work on them
Диапазон рабочих частот – от 10 до 130 Гц
Максимальная амплитуда вынуждающей силы - до 30 кН (ВК-90 - до 70кН)
Потребляемая мощность - 1,5 кВт/ч
Range of working frequencies - from 10 up to 130 Hz
The maximal amplitude of compelling force created by the vibrator - up to 30 kN (VK-90 - up to 70 kN)
Power consumption - 1,5 kW/h
Предлагаемые технология и оборудование испытаны и с успехом внедрены на предприятиях: «Электросила», «Невский завод», «Ленинградский металлический завод», «Кировский завод», «Новгородский машзавод», Новосибирский «Тяжгидропресс», «Красный гидропресс» «Тяжгидропресс» (г. Новосибирск), «Комбайновый завод» (г. Таганрог), «Краматорский завод тяжелого станкостроения», «Завод крупных электрических машин» г.Новая Каховка» и ряде других.
Offered technology and the equipment are tested and with success are introduced at the enterprises: Electroforce, the Neva factory, the Leningrad metal factory, the Kirov factory, The Novgorod masinbilding factory, Red Gidropress, Hevigidropress (Novosibirsk), The factory of combines (Taganrog), Kramatorsk factory of heavy machine-tool construction, The Factory of large electric machines of New Kakhovka and a of others.
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
УЛ. ШКАДИНОВА, 72, Г. КРАМАТОРСК, ДОНЕЦКАЯ ОБЛ., УКРАИНА, 84313
ТЕЛ.: (0626)-41-69-42, ФАКС: (0626)-41-63-15
E-MAIL: nis@dgma.donetsk.ua, dgma@dgma.donetsk.ua
Предназначен для контроля линейных и угловых перемещений, амплитуды и частоты вибрации объектов.
Исследование динамики машин, поиск трещин на поверхности металлических изделий.
Металлообрабатывающие предприятия, лаборатории по исследованию динамики машин и механизмов.
Конструктивно преобразователь состоит из сменного накладного датчика связанного коаксиальным кабелем с электронным модулем. Накладной датчик представляет собой колебательный контур, катушка индуктивности которого изменяет свои параметры при изменении расстояния или наличия трещин в металлической поверхности. Высокочастотный сигнал с выхода колебательного контура детектируется амплитудным и синхронным детектором.
Диаметр накладного датчика, D 2..25 мм
Диапазон частот преобразователя 100000...1000000 Гц
Диапазон измеряемых частот 10...10000 Гц
Наличие двух контуров обратной связи – по фазе и напряжению, а также автоматическое поддержание расстройки частоты детектирования синхронного детектора от резонансной частоты колебательного контура обеспечивает десятикратное увеличение чувствительности по сравнению с аналогичными моделями. Устройство работает с широким спектром сменных накладных датчиков.
Изготовлен опытный образец и проведены испытания в широком диапазоне исследований амплитудно-частотных характеристик системы «станок-инструмент-деталь».
- передача автонастраиваемого вихретокового преобразователя виброперемещений по договору;
- проведение совместных разработок и исследований;
- обучение пользователей.
Донбасская государственная машиностроительная академия
84313, г. Краматорск, ул. Академическая, 72.
Teл: 8(0626)416809, 418068, 414782.
Fax: 8(0626)416676, 416315. E-mail:dgma@dgma.donetsk.ua
Авторы: Сердюк А.А., к. т. н., проф.; Гузенко В.С., к.т.н., проф.; Донченко Е.И. ассистент.
Научно-технический центр «Инструмент»
Intended for the control of linear and angular displacement, amplitude and frequency of vibration of units.
Research of dynamics of machines, search for metallic surface cracks.
Metal-working enterprises, dynamics of machines and mechanisms research laboratories.
Structurally the transformer consists of a removable superimposed sensor constrained by a coaxial cable with the electronic module. The superimposed sensor is an oscillatory circuit, which inductance coil changes its parameters at the distance change or presence of cracks in a metallic surface. High-frequency signal from the output of oscillatory circuit is detected by the peak and synchronous detector.
Diameter of the superimposed sensor, D 2...25 mm
Range of transformer frequencies 100000...1000000 Hz
Range of measureable frequencies 10...10000 Hz
Presence of two feed-back contours – on phase and voltage, and also automatic maintenance of off-tuning of detection frequency of synchrotector from resonance frequency of oscillatory circuit provides the tenfold increase of sensitiveness as compared to analogical models. The device is compatible with a wide range of removable superimposed sensors.
Pilot sample is produced; test in the wide range of research of gain-frequency characteristics of the system «machine-tool-instrument-detail» is conducted.
Deliver of the autotuned vortex-current transformer of vibrodisplacement due to agreement; joint research and development; user instruction.
Donbass State Engineering Academy;
84313, Donetsk region, Kramatorsk, Shkadinova street, 72.
Tel: 8(0626)416809, 418068, 414782.
Fax: 8(0626)416676, 416315.
E-mail:dgma@dgma.donetsk.ua
Designers: Serduk А.А., candidate of technical sciences, associate professor; GuzenkoV.S., candidate of technical sciences, associate professor; Donchenko E.I., assistant.
Scientific and technical centre «Instrument»
Регулятор позволяет оптимизировать электрический режим по ходу технологического процесса.
Плавильные печи, металлорежущие станки и другие мощные энергопотребители.
Работа автоматического регулятора основана на распараллеливании информационных потоков, выделении низкочастотных составляющих и использовании их для управления процессом.
Первая стадия Для дуговой сталеплавильной печи система регулирования реализована в ручном режиме на пятнадцатитонной печи. В результате его внедрения удалось избавиться от перерасхода электроэнергии, достигавшего 30 000 КВт?час в месяц. Вторая стадия Создана физическая модель, проведены ее экспериментальные исследования, ведется подготовка конструкторской документации для изготовления автоматического регулятора.
Экономия электроэнергии от 5% до 15% в отличие от традиционно используемых вариантов.
Решение на выдачу патента по заявке №2003021778 от 28.02.2003г.
- передача рабочей конструкторской документации
- заключение договора (поставка опытного образца, проведение испытаний, авторский контроль за изготовлением, внедрение)
Донбасская государственная машиностроительная академия.
84313, Донецкая область.
г. Краматорск, ул. Академическая, 72, ДГМА, кафедра АПП,
Тел. (8 06264) 41-69-84
Авторы: Цыганаш В.Е., к.т.н., доц., Пищулина Е.В., ст. преподаватель
Regulator allows optimizing electric rate during the course of technological process. Application domains. Melting furnaces, metal-cutting machines, other powerful consumers of energy.
The work of automatic regulator is based on peralleling of data streams, selection of low-frequency constituents and their use for the process control.
For an arc steel-melting furnace the adjusting system is realized in the hand mode for 15-tonns furnace. As a result of its introduction it has become possible to get rid of electric power excessive consumption , amounted tot 30 000 kilowatt per hour a month.
A physical model is created, its experimental research is conducted, and preparation of designer documentation is administered for production of automatic regulator.
Economy of electric power from 5% to 15% unlike traditionally employed equipment.
Patent on the request №2003021778 by 28.02.2003
Transfer of designer documentation. Execution of contract (delivery of prototype, testing, author’s control of production, introduction)
Donbass State Engineering Academy
84313, Donetsk region
Kramatorsk, Shkadinova street, 72, DGMA, the department of APP,
Tel. (806264) 416984
Designers: Tsyganash V.E., candidate of technical sciences, associate professor, Pischulina E.V., seniour lerturer.